Der Grund, weshalb ich mich in diesem Bericht wieder mit einem Newton-Teleskop beschäftige, ist dessen Anfälligkeit auf Zentrierung (auch Justierung oder Kollimation genannt). Ein Newton muß immer wieder, in manchen Fällen sogar vor jeder Beobachtungsnacht, justiert werden.
Es gibt fast kein anderes optisches System, das so oft justiert werden muß, wie der Newton. Daß ein Newton-Teleskop bei all seiner optischen Leistungsfähigkeit nur dann seinen Erwartungen gerecht werden kann, wenn alle seine optischen Komponenten aufeinander abgestimmt sind, ist selbstverständlich. Man gibt schwerverdientes Geld aus, um gute Optik im Fernrohr und den Okularen zu besitzen. Man beschäftigt sich mit Bruchteilen von zehntel Bogensekunden, was die Auflösung des Instruments betrifft. Man studiert Transmissions- und Reflexionswerte. Aber nur Wenige beherrschen die erfolgreiche Kollimation ihrer Optik – oder besorgen sich neben ihren UWA- und Naglerokularen Justierokulare (welche im Vergleich zu erstgenannten praktisch nichts kosten, aber die Leistungsfähigkeit des Instruments erheblich mehr steigern können). Ich habe oft einen Ausdruck des Unmuts vernommen, der über bestimmte Firmen, Fabrikate oder Systeme herzog. Bei genauerem Nachfragen habe ich feststellen müssen, daß der Grund hierfür eine total dejustierte Optik war. Auf die darauffolgende Frage nach dem Justierzustand habe ich meistens nur Schulterzucken und so etwas wie „Justieren? … Wie? … was denn justieren?“ vernommen. Um diesem wenigstens teilweise Abhilfe zu schaffen und wenigstens denjenigen eine Chance zu geben, die sich dafür interessieren, habe ich folgenden Artikel geschrieben.
Ich versuche einen Weg darzustellen, der von jedem nachzuvollziehen ist. Ich verzichte also auf die Beschreibung und Verwendung von Spezialmeßgeräten. Wir brauchen im folgenden nur ein Hilfsmittel, das wir uns basteln oder besorgen müssen: Den sogenannten Sight Tube. Das ist ein ca. 10 – 15 cm langes Rohr, dessen Außendurchmesser dem Innendurchmesser des Okularauszugs entspricht (24,5 mm, 1,25″ etc.). An einem Ende des Rohrs befindet sich ein Fadenkreuz aus ca. 0,2 – 0,4 mm dickem Draht. Selbstverständlich muß sich der Schnittpunkt der Fäden exakt in der Mitte des Sight Tube befinden. Das andere Ende wird verschlossen (mit Kunststoff, Metall etc.). In diesen Verschlußdeckel bohren wir genau zentrisch ein ca. 2 mm großes Loch (siehe Abb. 1).
Das Rohr sollte innen schwarz sein. Die ringförmige Fläche rund um das Loch sollte auf der Innenseite weiß sein. Nun wird die Mitte des Hauptspiegels markiert. Dazu wird dieser ausgebaut und vermessen. Es gibt tausend Möglichkeiten, den Mittelpunkt zu bestimmen ( ich werde sie jedoch nicht alle einzeln erwähnen; ich glaube das bringt jeder interessierte Sternfreund fertig). Es stellt sich eine ganz andere Frage: Wie markiere ich den Mittelpunkt? Es gibt Punkte, Kreise, Dreiecke, Quadrate usw. Ich habe über die Jahre hinweg alles ausprobiert, was ich in Erfahrung bringen konnte. Ich war mit nichts absolut zufrieden. Nach langem Probieren habe ich eine Markierung des Hauptspiegels entwickelt, die in Abb. 2 dargestellt ist.
Zum Markieren verwendet man am besten einen mitteldicken, wasserfesten Folienstift. Die Größe der Markierung hängt von der Größe des Hauptspiegels ab. Man kann von ungefähr 1 cm pro 6″ ausgehen.
Nun wird der Fangspiegel markiert. Dieser wird mit zwei Markierungen versehen: Einem On-Axis-Punkt und einem Off-Axis-Punkt. In diesem Fall machen wir Punkte mit ca. 1 mm Durchmesser als Markierungen. Diese werden am besten mit schwarzer Tusche gemacht. Zuerst baut man den Fangspiegel aus und mißt dessen Länge und Breite. Es ist darauf zu achten, daß bei allen Messungen nur die plane, verspiegelte Fläche berücksichtigt wird, nicht die gebrochene Kante! Länge zu Breite sollten sich verhalten wie 2 zu der Quadratwurzel von 2. Nun bringe man genau in der Mitte der Ellipse einen Punkt an. Ist das geschehen, werden wir etwas rechnen müssen, um den Off-Axis-Punkt anbringen zu können. Zunächst aber noch etwas Theorie.
Off-Axis, was ist das eigentlich? Alles was weiter weg ist, erscheint uns kleiner, wie etwas gleich großes, das uns näher ist. Da der Fangspiegel im Newton schräg im Rohr sitzt, ist das Ende des Fangspiegels, das zum Hauptspiegel weist, weiter vom Betrachter am Okularauszug weg , als das Ende, das vom Hauptspiegel weg weist. Logische Schlußfolgerung: Das zum Hauptspiegel zeigende Ende erscheint dem Betrachter verkürzt und verkleinert. Hier fehlt sozusagen ein Stück. Hier wird der Hauptspiegel nicht ganz ausgeleuchtet. Das andere Ende des Fangspiegels zeigt genau den entgegengesetzten Effekt. Er erscheint vergrößert, überdimensioniert.
Abhilfe: Der Fangspiegel muß (da er einen 450-Winkel hat) um die gleiche Strecke, die man ihn auf den Hauptspiegel gerückt hat, vom Okularauszug weg bewegt werden. Das bedeutet, daß der Fangspiegel nicht zentrisch im Tubus sitzt!
Um wieviel nun dieser Off-Axis-Punkt von dem bereits markierten On-Axis-Punkt auf dem Fangspiegel abweicht, wollen wir nun ausrechnen; dabei werden folgende Größen verwendet:
D | Durchmesser des Hauptspiegels |
f | Brennweite des Hauptspiegels |
d | Brennweite des vignettierungsfreien Felder in der Brennebene |
l | Abstand der Brennebene zur optischen Achse des Hauptspiegels |
e | Dickendifferenz des Hauptspiegelrandes zu dessen Zentrum |
a | Durchmesser der kleinen Achse des Fangspiegels |
r | Wert um den der Fangspiegel zum Hauptspiegel hin und vom Okularauszug weg geschoben wird |
o | Entfernung der beiden Punkte auf dem Fangspiegel |
Jetzt machen wir im Abstand o neben unseren On-Axis-Punkt den Off-Axis-Punkt. Zu beachten ist hierbei die richtige Richtung (mit der Zeichnung in Abb. 5 vergleichen).
Nun haben wir Haupt- und Fangspiegel mit den Punkten versehen. So mancher wird sich allmählich denken: „Der betreibt aber viel Aufwand!“ Aber auf dieser Arbeit basiert dir ganze Justierarbeit und es ist wirklich erforderlich, daß sämtliche Markierungen mit höchster Präzision ausgeführt werden, da diese als Eichpunkte dienen (muß ja auch nur einmal gemacht werden). Jetzt ist es Zeit für unsere letzte Markierung, denn auch der Okularauszug darf nicht schief im Tubus hängen. Um dies zu erreichen, messen wir vom vorderen Tubusrand bis zur optischen Achse (Mitte des Lochs im Okularauszug) des Okularauszugs. Wir übertragen diese Strecke auf die dem Okularauszug exakt gegenüberliegende Tubuswandung.Diese Stelle wird mit einem ca. 5 mm großen weißen Punkt markiert. Jetzt hat die elende Messerei endlich ein Ende gefunden. Kommen wir jetzt zum eigentlichen Justiervorgang.
Es gibt ein ehernes Gesetz, gegen das man niemals verstoßen sollte. Es betrifft die Reihenfolge, in der etwas justiert wird:
- Okularauszug
- Fangspiegel
- Hauptspiegel
Beginnen wir: Sight-Tube in den Okularauszug stecken und mittels Justierens des Okularauszugs das Fadenkreuz auf die Mitte des weißen Kreises auf der gegenüberliegenden Tubuswandung richten. Jetzt den Fangspiegel und den Hauptspiegel einbauen.
Nun zum Fangspiegel: Wir entfernen den Fangspiegel um den Betrag a aus unserer Rechnerei mittels der Fangspiegelstreben (Spinne) vom Okularauszug weg, Jetzt bewegen wir den Fangspiegel in sagittaler Richtung, bis wir den Off-Axis-Punkt im Zentrum unseres Fadenkreuzes im Sight-Tube haben. Anschließend rotieren wir den Fangspiegel so lange, bis wir grob die Markierung des Hauptspiegels als Spiegelbild sehen. Fangspiegel festschrauben. Von nun ab wird der Fangspiegel nur noch über seine drei Feinjustierschrauben bewegt. Selbige werden solange betätigt, bis wir drei Markierungspunkte übereinanderlagern können: Fadenkreuz, Off-Axis-Punkt und Hauptspiegelzentrum. Liegen diese drei Punkte übereinander, so ist die Kollimation des Fangspiegels abgeschlossen.
Zum Hauptspiegel: Der Hauptspiegel hat drei Schrauben, mit denen er zentriert wird. Mit diesen Schrauben wird versucht, auch die noch fehlenden zwei Punkte auf die anderen drei zu bringen. Diese fehlenden Punkte sind das Spiegelbild des Off-Axis-Punkts und das Spiegelbild unseres Fadenkreuzes. Liegen alle diese fünf Punkte übereinander, ist die Kollimation der Optik beendet.
Bei allen vorausgegangenen Tätigkeiten ist zu beachten, daß man nur dann weitermachen sollte, wenn der vorhergehende Arbeitsschritt präzise erledigt worden ist. Ein mitgeschleppter Fehler summiert sich gnadenlos auf und es muß unweigerlich von Neuem begonnen werden, weil überhaupt nichts mehr paßt. Ist es nicht möglich, die beschriebenen fünf Punkte übereinanderzulegen, liegt auf jeden Fall eine vorausgegangene unsaubere Arbeit vor. Ich gebe zu, die Zentrierung eines Fernrohrs kann zur Geduldsprobe werden (ich war selbst mehr als einmal verzweifelnd an einem Fernrohr gesessen, tagelang). Hat man in dieser Tätigkeit etwas Routine, sind kleine Korrekturen in wenigen Sekunden erledigt.
Ich wünsche allen viel Spaß und Erfolg bei dieser Arbeit, die – wenn sie glückt – doch ein Erfolgserlebnis verspricht.
Autor: Rochus Geißlinger
Jeder, der schon einmal an einem Fernrohr beobachtet hat, hat auch schon durch ein Okular geblickt. Dem Laien wird das Okular auch gar nicht als eigenes unabhängiges optisches System auffallen. Vielmehr wird er glauben, daß das Okular Teil des Fernrohrs ist – sofern er sich überhaupt der Existenz eines solchen Teiles bewußt ist. Daß dem Okular aber ein viel höherer Stellenwert gebührt, zeigt schon die Tatsache, daß man mit einem Fernrohr ohne Okular nichts sieht.
So kommen wir zur Frage, wozu man so ein Ding überhaupt braucht. Das ist eigentlich ganz einfach: Das Objektiv oder der Spiegel des verwendeten Teleskops produziert in der Brennebene ein Abbild des im Fernrohr eingestellten Objektes. Dieses Bild enthält alle Informationen, die das Gerät zu zeigen imstande ist. Die Bildgröße ist abhängig von der Brennweite des Objektives (Es wird im nachfolgenden Text ab jetzt nur noch von Objektiven gesprochen, auch wenn das bilderzeugende Element ein Spiegel sein sollte). Die Flächenhelligkeit des Bildes ist abhängig vom Öffnungsverhältnis (Durchmesser zu Brennweite) des Objektives. Die Feinheit des Bildes ist abhängig von dem Durchmesser des Objektives.
Zu dieser „Feinheit“ muß man noch sagen, daß man sich ein Fernrohrbild etwa wie ein gerastertes Zeitungsbild oder Fernsehbild vorstellen muß. Von diesem „Raster“ ist nämlich das Auflösungsvermögen abhängig. Es kann aus einem solchen Bild nur das herausgeholt werden, was auch als Bildinformation enthalten ist. Beispiel: Auf einem Zeitungsbild ist ein Mann abgebildet, der eine Armbanduhr trägt. Das ist deutlich zu sehen. Nun wollen Sie aber sehen, wie spät es auf dieser Uhr ist, sehen es aber nicht. Sie vergrößern das Bild mit einer starken Lupe und sehen die einzelnen Punkte, aus denen das Bild zusammengesetzt ist. Aber es wird Ihnen auch mit einer noch so starken Vergrößerung nicht gelingen, die Zeit auf dieser Uhr abzulesen. Im Gegenteil, irgendwann werden Sie nicht einmal mehr den Mann sehen, der die Uhr trägt. Das einzige, was Sie dann noch sehen, ist daß man auch zu viel vergrößern kann – übrigens eine wichtige Erkenntnis! Sie müssen also, wenn Sie die Uhrzeit wissen wollen, nicht an der Vergrößerung arbeiten, die das Bildraster übersteigt, sondern am Bildraster selbst.
Nun zurück zum Okular. Das Okular ist nichts anderes als eine Lupe, mit der man das Brennpunktbild betrachtet. Verschiedene Vergrößerungen werden durch verschiedene Okularbrennweiten erzielt. Vergrößerung ist Objektivbrennweite geteilt durch Okularbrennweite. Je kürzer also die Brennweite des Okulars ist, desto höher die Vergrößerung. Daß man die Vergrößerung nicht sinnlos in die Höhe treiben kann, haben wir gerade gesehen. Eine alte Faustregel besagt, daß die höchste sinnvolle Vergrößerung gleich des Durchmessers des Objektives in Millimetern ist. Übrigens entspricht die Okularbrennweite des dafür benötigten Okulars genau dem Öffnungsverhältnis des Objektives (z.B.: f/6 = 6mm). Bei dieser Vergrößerung sieht man fast alle Details, die im Brennpunktbild enthalten sind. Man kann die Vergrößerung für Spezialanwendungen auf ungefähr das doppelte dieses Wertes steigern.
Kenngrößen von Okularen
Jetzt zur ersten und auch wichtigsten Kenngröße eines Okulars: der Brennweite. Sie bestimmt die Vergrößerung. Weitere Merkmale eines Okulars sind Typ, Eigengesichtsfeld und Steckhülsendurchmesser. Je mehr Linsen ein Okular hat, desto besser ist im allgemeinen das Einblickverhalten. Auch Randunschärfen werden mit zunehmender Linsenzahl normalerweise geringer. Aber der wesentlichste Unterschied der Viellinser zu den Weniglinsern ist ihr weitaus größeres Eigengesichtsfeld. Und hier sind wir bereits beim nächsten Merkmal.
Das Eigengesichtsfeld ist der Winkel, in dem dem Beobachter die Gesichtsfeldbegrenzung im Okular erscheint. Im Gegensatz dazu ist das wahre Gesichtsfeld der Ausschnitt, den das Teleskop am Himmel zeigt. Je kleiner die Vergrößerung ist, die man verwendet, desto größer ist das wahre Gesichtsfeld. Die Vergrößerung ist jedoch nur ein Faktor zur Bestimmung des wahren Gesichtsfeldes. Der andere Faktor ist das Eigengesichtsfeld. Die Berechnungsformel des wahren Gesichtsfeldes lautet: Wahres Gesichtsfeld ist Eigengesichtsfeld des Okulars geteilt durch Vergrößerung. Oft möchte man trotz hoher Vergrößerung nicht auf ein großes Gesichtsfeld verzichten. Aus diesem Dilemma helfen uns moderne Okularkonstruktionen. Ein Beispiel soll das verdeutlichen: Beobachten wir meinem einfachen Huygens-Okular mit ca. 35 Grad Eigengesichtsfeld, kann man höchstens ca. 70fach vergrößern, um den Mond noch ganz zu sehen (Der Mond hat übrigens einen Winkel von ca. einem halben Grad am Himmel). Würden wir mit diesem Okular stärker vergrößern (also bei einem langbrennweitigeren Fernrohr), würden wir nur noch einen Ausschnitt des Mondes sehen. Verwendet man aber anstatt des Huygens- ein UWA- oder Nagler-Okular, das ein Eigengesichtsfeld von über 80 Grad hat, kann man bis zu etwa 170fach vergrößern! Es können kleine Einzelheiten auf der Mondoberfläche beobachtet werden und er Mond ist trotzdem noch ganz zu sehen. Der Anblick ähnelt eher dem Blick durch das Fenster einer Raumkapsel, als dem durch ein Fernrohr. Man hat nicht das Gefühl, irgendwo hindurchzuschauen, man hat vielmehr den Eindruck, daß man vor dem Objekt im Weltall schwebt. Manche Leute bezeichnen solche Okulare als „Beamgeräte“. Erst durch solch extrem hochwertigen Okulare, die übrigens am Bildfeldrand noch genauso scharf abbilden wie in der Bildmitte, hat die Amateurastronomie ganz neue Wege beschritten. Es gibt Objekte am Himmel, die erst mit solchen Okularen optimal beobachtet werden können, z.B. Galaxien, die relativ groß sind, bei denen man aber trotzdem hoch vergrößern muß, um auch noch Einzelheiten zu erkennen. Der Gesamteindruck der Galaxie bleibt aber dennoch erhalten.
Auch die althergebrachte Staffelung des Okularsatzes verliert mit solchen Okularen ihren Sinn. Man kommt mit gutem Material meist mit weniger als der Hälfte der normalen Okularanzahl aus. Lieber ein paar gute Okulare kaufen, als einen fein abgestuften Haufen Schrott. Meines Erachtens sollten die Okulare nicht der Qualität des übrigen Teleskops nachstehen. Das Okular liefert einen sehr bedeutenden Teil zur Bildwidergabe. Ein schlechtes Okular macht die vielleicht sehr gute Qualität des Objektives zunichte.
Wenn man vom Eigengesichtsfeld spricht, darf man nicht vergessen, den Steckhülsendurchmesser des Okulars zu erwähnen. Es ist darauf zu achten, daß das Gesichtsfeld des Okulars auch in den Okularauszug paßt. Es gibt drei Standarddurchmesser für Okulare: 24,5 mm 1¼“, und 2″ (Das Zeichen “ steht für amerikanische Zoll bzw. Inches). Es kann kein 40mm-Okular mit 67 Grad Eigengesichtsfeld in einen 1¼“-Okularauszug gesteckt werden. Warum? Weil die interne Gesichtsfeldblende in diesem Fall 45 mm im Durchmesser mißt. Da 1¼“ etwa 31,7 mm entsprechen, würde das Okular nicht seine volle Leistung entwickeln können. Ganz abgesehen davon, daß es dieses Okular nur mit 2″-Hülse gibt. Also hätte eine mechanische Adaption keinen Sinn. Da die Hersteller ihre Okulare kennen und das Okular mit der jeweils kleinsten sinnvollen Hülse liefern, kann man sagen, daß eine mechanische Erweiterung des Okularauszuges prinzipiell keinen Sinn ergibt. Ausnahmen bilden kurzbrennweitige 1¼“-Okulare, die oft auch in wesentlich kleineren Hülsen Platz finden würden. Da man aber kaum noch Okulare mit einer Steckhülse baut, die kleiner ist als eben diese 1¼“, habe auch diese Okulare 1¼“.
Die Wahl des persönlichen Okularsets
Bei der Wahl des persönlichen Okularsets spielen folgende Kriterien eine Rolle: Verwendetes Teleskop (Typ und Öffnungsverhältnis), persönliche Neigung und Beobachtungsgebiete und nicht zuletzt der Geldbeutel. Hat der Beobachter ein sehr schnelles Gerät (gemeint ist hier ein lichtstarkes Gerät mit kleiner Öffnungszahl), sollte auf gute Randkorrektur und Farbkorrektur geachtet werden. Speziell bei schnellen Newton ist auf ausreichende Randschärfe zu achten. Auch wird man bei einem schnellen Fernrohr eher kurze Okularbrennweiten benötigen, wenn nicht ausgeprägtes Widefield-Interesse besteht. Hierbei ist eventuell zu erwägen, ob nicht die Anschaffung einer guten Barlowlinse sinnvoll ist. Diese verdoppelt im allgemeinen die Brennweite des Objektives; die mit einem bestimmten Okular erzielbare Vergrößerung verdoppelt sich also. Man kann mit einem Okular zwei Vergrößerungen erzielen und vermeidet das unbequeme Einblickverhalten extrem kurzbrennweitiger Okulare.
Das beste optische Element ist das, das nicht vorhanden ist. Nach diesem Grundsatz ist klar, daß Okulare, die aus sehr vielen Linsen aufgebaut sind auch ihre Nachteile haben. Jedes einzelne Element bringt seinen Fehler mit in das Gesamtsystem ein. Wenn also nur Interesse an Planeten (bei der Beobachtung von Planeten ist ein großes Gesichtsfeld nicht wichtig), an langbrennweitigen Geräten besteht, sind einfachere Konstruktionen wie das Orthoskopische Okular oder das Plössl durchaus hochentwickelten Viellinsern an Kontrast und Lichttransmission überlegen. Im allgemeinen stellen langsame Teleskopsysteme ab etwa f/10 deutlich weniger Anspruch an die Okularqualität als schnelle.
Die Austrittspupille
Für das Zusammenstellen der eigenen Okularserie sollte man als wichtigstes Kriterium die Austrittspupille berücksichtigen. Die Austrittspupille ist die kleine, bei Tageslicht helle Scheibe im Okular, in der sich das Objektiv als verkleinertes Abbild zeigt. Bei einem Spiegelteleskop ist die Austrittspupille also in der Form eine Ringes sichtbar. Diese Austrittspupille stellt das Lichtbündel dar, das das Teleskop verläßt. Der Durchmesser errechnet sich aus Objektivdurchmesser geteilt durch Vergrößerung. Je höher also die Vergrößerung, desto kleiner die Austrittspupille, und umgekehrt. Das Auge verändert den Lichtdurchlaß durch Öffnen bzw. Zusammenziehen der Iris. Der Durchmesser der freien Öffnung des Auges liegt ca. zwischen 3 und 7 mm. Logischerweise sollte die Austrittspupille des Fernrohrs nicht größer sein als die Eintrittsöffnung des Auges. Das an sich wäre nicht schlimm, aber das am Rand überschüssige Licht ist für das Auge verloren. Das ist, als ob man mit einem Gerät kleinerer Öffnung beobachten würde.
Wichtige Eckdaten der Austrittspupille sind folgende:
- 8-6 mm: Minimalvergrößerung, maximales Gesichtsfeld
- 4-2 mm: Normalvergrößerung, am meisten gebrauchte Okulare, alle Objektive
- 1 mm: Optimalvergrößerung, das Auge nimmt ca. 95% des Machbaren war
- 0,8 mm: bringt maximale Wahrnehmung bei Detailbeobachtung
- 0,5 mm: Maximalvergrößerung, zum Trennen von Doppelsternen optimal
Nach diesen Werten sollte man sich richten, wenn man sich seine Okulare zusammenstellen will. Spezielle persönliche Neigungen und Interessenlagen sollten darüber hinaus Berücksichtigung finden.
Nun wünsche ich allen noch viele klare Nächte und viel Spaß beim Beobachten.
Autor: Rochus Geißlinger
Einige Amateurastronomen sind der Meinung, dass sich das Schleifen eines Teleskopspiegels aus finanzieller Sicht nicht lohnt, da bereits größere Spiegeloptiken für relativ wenig Geld zu haben sind. Bei näherer Betrachtung erkennt man aber, dass viele Billigoptiken doch arge Mängel aufweisen. Neben falschen Angaben zur Glassorte wird mit Lambdawerten geworben, die – wenn überhaupt – nur für einen kleinen Teil der Spiegel zutrifft. Es ist also Glücksache, welche Qualität der gekaufte Spiegel aufweist. Wenn man einen erstklassigen Spiegel mit höchster Präzision kaufen möchte, so hat dieser auch seinen Preis. „You get what you pay for“ heißt die Devise. Beim Selbstschliff eines Spiegels ist dies anders. Man hat die Qualität seines Spiegels vom ersten Moment an selbst in den Händen und erfährt darüber hinaus etwas über den Entstehungsprozess und die Meßverfahren der Spiegelherstellung. Außerdem lernt man gute von schlechten Spiegeln zu unterscheiden.
Die Idee, aus einer runden Glasplatte einen Teleskopspiegel zu schleifen, ist nicht neu. Bereits Herschel benutzte zur Entdeckung seiner NGC-Objekte Teleskope mit selbst gefertigten Spiegeln. Obwohl damals genaue Prüfverfahren für Spiegeloptiken noch nicht erfunden waren, gelangen ihm mit seinen Instrumenten außergewöhnliche Entdeckungen. Um bei der Herstellung von Teleskopspiegeln die geeignete Bildqualität zu erreichen, mußten die Spiegel anhand ihrer Beugungsbilder, die sie an Sternen lieferten, in deren Form korrigiert werden. Dieses Verfahren war natürlich sehr aufwändig, da der Spiegel immer wieder ein- und ausgebaut, sowie justiert werden mußte.
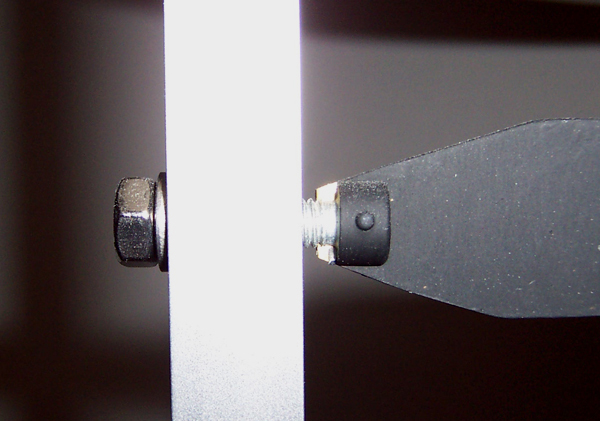
- Schattenprobe nach Foucault
Erst im Jahre 1859 stieß der französische Physiker Léon Foucault auf die Lösung, in dem er eine Methode fand, mit der Teleskopspiegel genau geprüft werden konnten. Die nach ihm benannte Erfindung ist ebenso einfach wie genial. Er postierte eine punktförmige Lichtquelle genau im Krümmungsmittelpunkt des Spiegels und betrachtete das ebenfalls im Krümmungsmittelpunkt reflektierte Bild an einer Messerschneide. Immer dann, wenn die Messerschneide das Strahlenbündel genau im Brennpunkt schnitt, wurden alle Fehler in Form von Bergen oder Tälern sichtbar. Ein Spiegel, der exakt eine sphärische Form besaß, zeigte in seiner Messung eine absolut gleichförmige Oberfläche.
Vor einigen Jahren wurde im Nachlaß der Familie Herschel eine mit Bleilot verschlossene Dose entdeckt, in der man Spiegel fand, die von Herschel selbst geschliffen wurden. Eine Überprüfung dieser Spiegel ergab eine nur durchschnittliche Qualität. Hätte Herschel zur damaligen Zeit die Messmöglichkeit der Foucaultschen Probe zur Verfügung gehabt, wären seine Entdeckungen vielleicht noch spektakulärer ausgefallen. Foucaults Messmethode stellt die Grundlage dar, mit der heutige Amateurastronomen in der Lage sind, sehr gute Teleskopiegel herzustellen.
Wozu das Ganze?
Das Herstellen eines Teleskopspiegels erscheint im ersten Moment ein unmögliches Unterfangen, so sollte die Genauigkeit der Spiegeloberfläche ¼ λ (¼ von 560 nm) nicht unterschreiten. Außerdem muß bei Spiegeln mit kleineren Öffnungsverhältnissen als 1:8 (Öffnung:Brennweite) auch noch eine Parabolisierung durchgeführt werden.
Wer trotzdem die Mühe nicht scheut, sich dieser höchst interessanten Aufgabe zu stellen, wird womöglich mit einem Spiegel belohnt, der mindestens so gute Bilder liefert, wie ein hochwertiger, gekaufter Spiegel.
So schwierig sich das Ganze darstellt, ist es nicht. Mit etwas Geduld und Fingerspitzengefühl ist es sogar relativ einfach einen guten Teleskopspiegel herzustellen. Ein Grund mehr noch für das Selberschleifen ist die Möglichkeit, Spiegel mit Brennweiten zu fertigen, die nicht im Handel erhältlich sind, z.B. Spiegel für Teleskope mit sehr langen oder sehr kurzen Brennweiten.
Was wird benötigt?
In erster Linie benötigt man einen Glasrohling mit einem möglichst geringen Wärmeausdehnungskoeffizienten. Hier kommen vor allem Borsilikatgläser wie Duran, Pyrex oder Boroflex zum Einsatz. Eine günstige Quelle hierfür stellt die VDS Materialzentrale oder der Spiegelschleifkurs der Münchener Sternfreunde dar. Für einen 200 mm-Spiegel mit Schleif- und Poliermaterial werden ca. 80 € verlangt.
Zum Schleifen benötigen wir zwei Glasrohlinge gleicher Größe und Dicke, wobei das Schleifwerkzeug kein hochwertiges Glas sein muß. Bei größeren Spiegeln über 200 mm ist es besser Schleifschalen aus zwei Feinsteinzeugfliesen herzustellen. Beide werden mit Fliesenkleber aufeinander geklebt, sodass eine ca. 3 cm dicke Schleifschale entsteht. Dies ist eine preisgünstige Alternative zum Glasrohling als Schleifschale.

Zum Schliff benötigt man außerdem Schleifmaterial mit unterschiedlichen Körnungen. So ein Satz Schleifpulver besteht aus den Körnungen Siliziumkarbid K80, K180, K320 sowie aus den Feinschleifpulvern Aluminiumoxyd 15 µm und 9 µm. Zum anschließenden Polieren verwendet man ein spezielles Polierpulver (Ceroxyd Ceri 3000). Außerdem benötigt man für die Politur ein optisches Pech, dessen Härte auf der Zeiss-Skala bei 28° liegen sollte. All diese Materialien sind im angebotenen Schleifset bereits enthalten. Bevor man mit der Herstellung beginnt, sollte man sich im Klaren sein, welche Dimensionen der zukünftige Spiegel haben soll. Hierbei ist zu beachten, daß sich der Schwierigkeitsgrad mit dem Durchmesser des Spiegels und durch die Kürze der Blendenzahl erhöht. Deshalb ist es ratsam, sich für den Anfang eine Spiegelgröße von 15-20 cm und ein Öffnungsverhältnis größer 1:6 vorzunehmen.
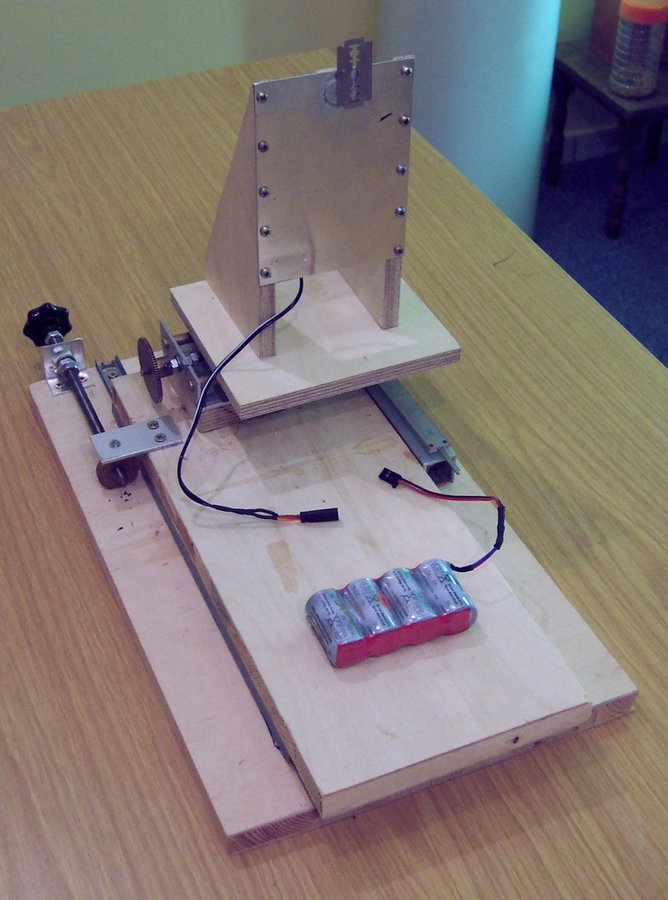
Zur genauen Messung der Spiegeloberfläche wird ein Foucault-Tester eingesetzt, der aus Holz und Schubladenauszügen sowie einer hellen Lichtquelle (superhelle LED) und einer Rasierklinge zusammengebaut werden sollte. Hierbei ist wichtig, daß die Messerschneide in den Strahlengang des reflektierten Lichtstrahls hinein und hinaus bewegt werden kann. Eine Messeinrichtung zur genauen Bestimmung der Schnittweitendifferenzen muß ebenfalls vorhanden sein. Dazu später Näheres. Ein Beispiel für einen funktionierenden Foucault-Tester zeigt das Bild. Bauanleitungen findet man im Internet.
Der Grobschliff
Wenn mit den Schleifarbeiten begonnen wird, sollte man sich einen geeigneten Arbeitsplatz suchen, an dem ungestört und bei gleichbleibender Temperatur geschliffen werden kann. Außerdem benötigt man eine ebene Unterlage, auf der die Schleifschale mit Hilfe von drei Holzklötzchen sicher fixiert wird. Als vorteilhaft hat sich eine bewegliche Unterlage bewährt, mit der man beim Schliff eine kontinuierliche Drehbewegung der Schleifschale ausführen kann.
Bevor man mit dem Grobschliff beginnt, sollte man berechnen wie tief der Spiegel für die gewünschte Brennweite ausgehöhlt werden muss. Die sogenannte Pfeiltiefe ergibt sich aus folgender Formel:

mit:
p = Pfeiltiefe
r = Radius des Spiegels
f = Brennweite des Spiegels
Für einen Spiegel mit z.B. 1200 mm Brennweite und 200 mm Öffnung ergibt sich eine Pfeiltiefe von 2,1 mm. Die Mitte muss also um 2,1 mm tiefer abgetragen werden als der Rand. Der Spiegel wird auf die mit Karbo 80 und mit etwas Wasser besprühten Schleifschale aufgesetzt. Das vorherige Anphasen der Spiegelkante mit einem Karbo Schleifstein ist wichtig, da sonst Muschelbrüche entstehen können. Mit Druck und langen seitlichen Strichen beginnt nun der Grobschliff. Die scharfen Körner greifen hauptsächlich die Spiegelmitte an, wobei der Rand des Spiegels annähernd unbearbeitet bleibt. Bei der Schleifschale verhält es sich genau umgekehrt.
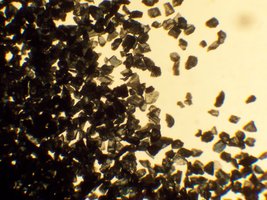
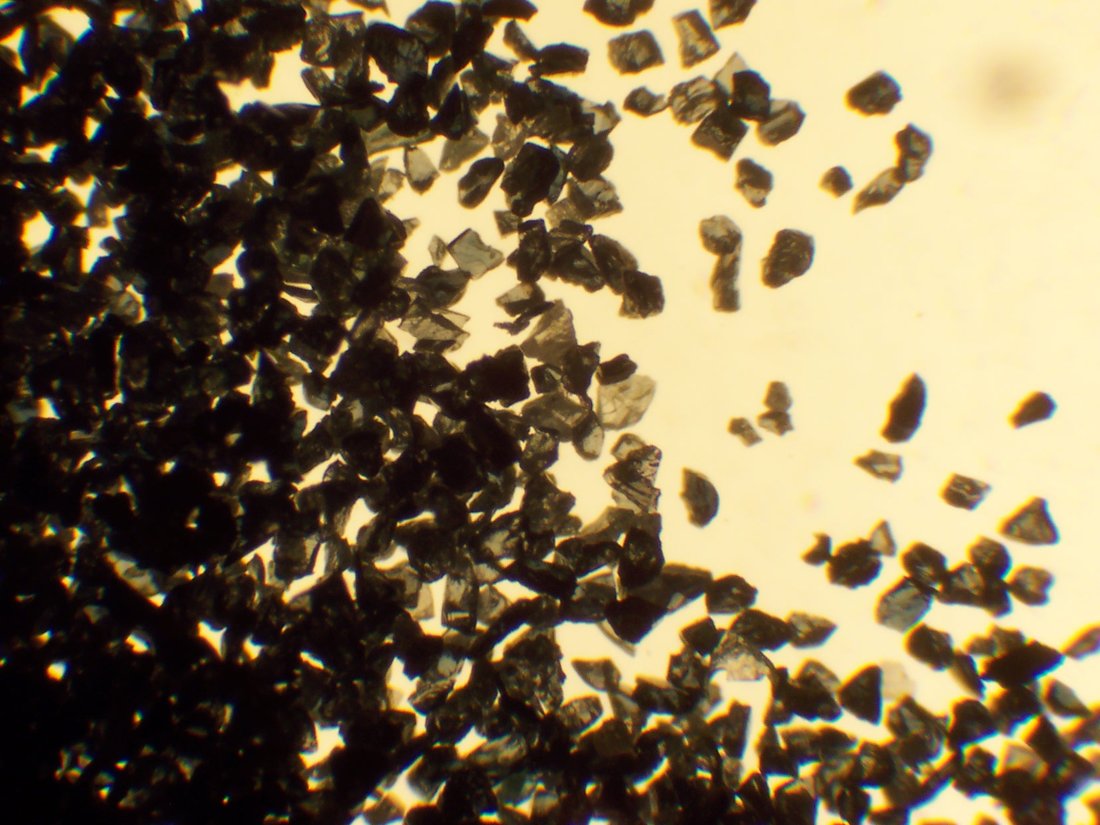
- Bild 1: KS80 unter dem Mikroskop.
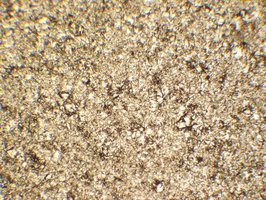
- Bild 2: Spiegeloberfläche nach dem Grobschliff
Bei allen Schleifvorgängen wird die Schleifschale nach ca. 10-15 Strichen im Uhrzeigersinn gedreht, während der Spiegel bei den Strichen entgegengesetzt gedreht wird. Mit der Zeit gewöhnt man sich an diese Strichführung. Die 80er Körnung greift den Spiegel sehr stark an, was am lauten Kratzgeräusch zu hören ist. Ohrenschutz kann in geschlossenen Räumen sicher nicht schaden.
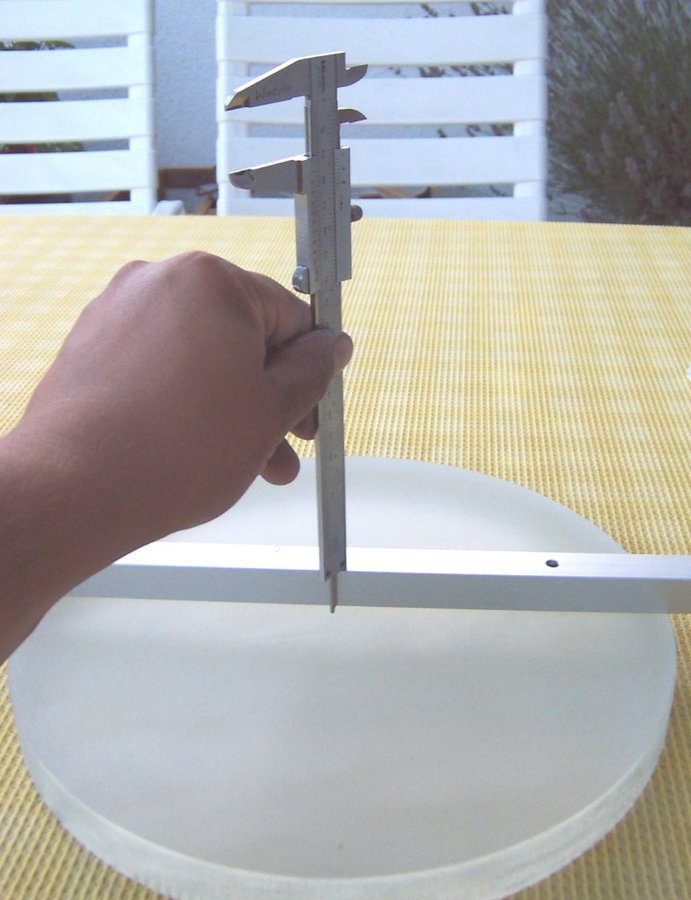
Das Messen der Pfeiltiefe lässt sich recht einfach mit einem Messschieber und einem Aluvierkantrohr durchführen. Mansollte allerdings zu Beginn nur ca. 90% der angestrebten Tiefe herausschleifen, da die nachfolgenden Chargen mit feinerem Karbopulver die Mitte ebenfalls aushöhlen und die Brennweite dadurch zu kurz werden könnte.
Hat man die richtige Pfeiltiefe erreicht, wechselt man zum nächst feineren Schleifpulver. Dazu sind der Arbeitsplatz und der Spiegel gründlich von allen Schleifrückständen zu reinigen. Mit den feineren Karbostufen wird der Spiegel zum einen sphärisch geschliffen und zum anderen wird die Oberfläche des Spiegels eine Stufe feiner. Mit einer Lupe kann man die Löcher des vorhergegangenen Schleifmittels als größere Vertiefungen erkennen. Erst wenn diese vollständig ausgeschliffen sind, kann zum nächst feineren Karbopulver gewechselt werden.
Um eine genaue Kugelform zu erhalten, wird nur noch mit maximal 1/3 oder 1/4 Strichen geschliffen, wobei der Überhang nicht zu groß sein sollte. Das Austauschen des Spiegels mit der Schleifschale bewirkt einen höheren Abtrag am Rand. Mit der „Bleistiftmethode“ lässt sich leicht überprüfen, ob der Spiegel gleichmäßig angegriffen wird. Hierzu wird der Spiegel mit einem Bleistift oder besser mit einem Eddingstift über Kreuz markiert. Durch die klare Rückseite des Spiegels lässt sich die Abnutzung des Kreuzes gut beobachten. Dort, wo der Spiegel am meisten bearbeitet wird, verschwindet der Strich am schnellsten. Geschieht dies über die gesamte Spiegelfläche gleichmäßig, so ist der Spiegel annähernd sphärisch.
Der Feinschliff

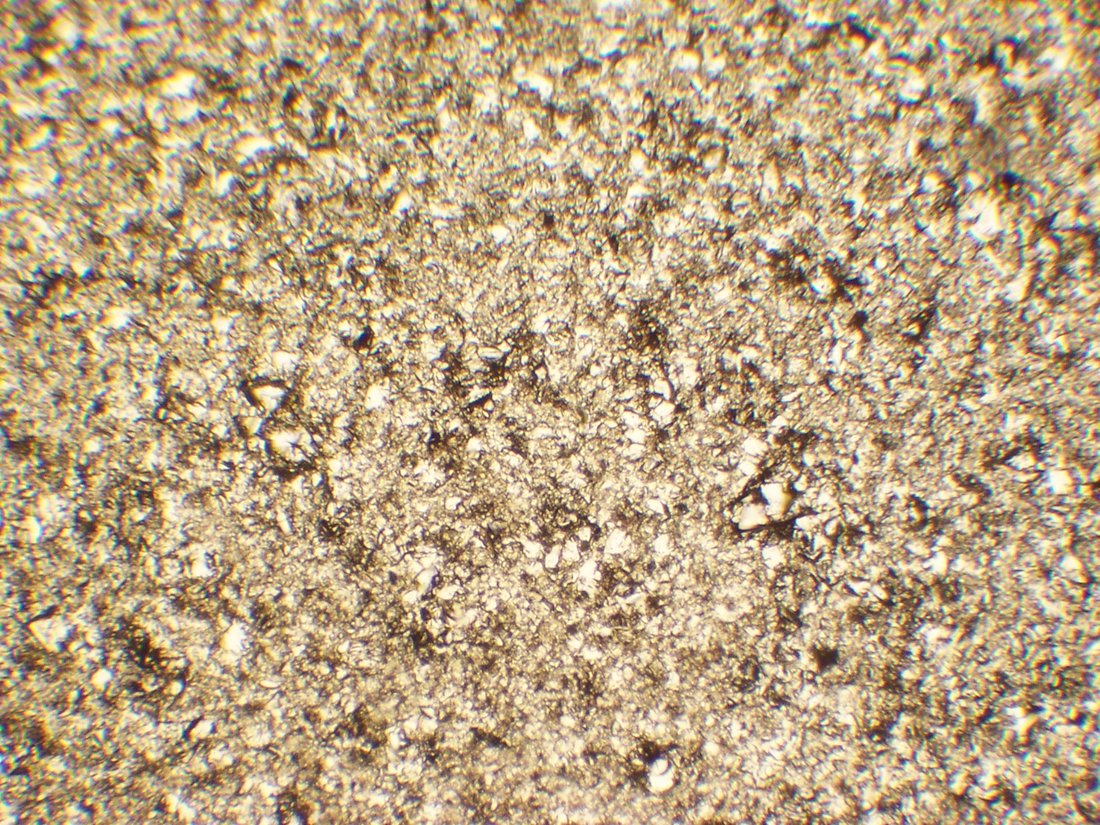
- Feingeschliffene Spiegeloberfläche mit kleinem Loch vom Grobschliff. Der Feinschliff ist also noch nicht beendet.
Der Feinschliff unterscheidet sich zum Grobschliff nur durch die Korngröße des Schleifmittels und dient einzig und allein dazu, den Spiegel zum Polieren vorzubereiten. Der Abtrag wird mit der Feinheit des Karbos immer geringer. Hat man seinen Arbeitsplatz nach jedem Karbowechsel nicht gründlich genug sauber gemacht, ist die Gefahr, sich Kratzer einzufangen, recht hoch. Dies ist besonders ärgerlich, wenn man kurz vor dem Ende des Feinschliffs steht.
Beim Feinschliff werden wieder maximal 1/3 oder 1/4 Striche ausgeführt, wobei gelegentlich Schleifschale und Spiegel vertauscht werden sollten. Hin und wieder werden auch unregelmäßige Schleifbewegungen durchgeführt, um Zonenfehler zu vermeiden. Diese entstehen, wenn der Spiegel mit zu regelmäßigen Strichen geschliffen wurde.
Schleift man immer nur mit dem Spiegel auf der Oberseite, wird die Mitte mehr angegriffen als der Rand, was dazu führt, dass Rückstände der groben Körnungen am Rand unausgeschliffen zurückbleiben. Beim Polieren können diese dann nicht mehr ausgeglichen werden. Die Folge ist ein matter Rand, der die Spiegelqualität mindert.
Politur

Die Vorgänge beim Polieren unterscheiden sich ganz erheblich vom Schleifprozess mit Karborundumpulver. Hatten die Karbokörner die Aufgabe, die Spiegeloberfläche durch Herausbrechen von Glaspartikeln immer feiner auszuschleifen, glättet die Politur den Spiegel auf ganz andere Weise. Der Polierprozess wird mit Hilfe eines Poliermittels durchgeführt, dessen Härte über der des Glases liegt. Dieses Poliermittel rollt nun nicht wie Karbopulver auf der Oberfläche des Spiegels, sondern wird in eine weiche Trägerschicht eingepresst. Beim Polieren schabt das Poliermittel überstehende Glasspitzen ab. Die mikroskopisch kleinen Glaslöcher werden förmlich auf atomarer Ebene zugeschmiert.
Durch geeignete Wahl der Strichführung läßt sich der Polierprozess und die genaue Einhaltung der Sphäre steuern. Doch zunächst muss die Trägerschicht für das Poliermittel hergestellt werden.
Herstellung einer Pechhaut

Zur Herstellung einer Pechhaut kommt optisches Pech zum Einsatz. Dieses Pech ist in den bereits angesprochenen Schleifsets enthalten. Die Erfahrung hat gezeigt, dass Pech mit einer Härte von 28° am besten für die Politur geeignet ist, da es weder zu hart noch zu weich ist. Verwendet man zu weiches Pech, besteht die Gefahr einer abgesunkenen Kante. Bei zu hartem Pech entstehen kleine Kratzer. Die Herstellung einer Pechhaut verlangt etwas Fingerspitzengefühl. Die einfachste Methode besteht in der Verwendung einer Latexgießmatte, die aber eine unebene Struktur auf der Spiegeloberfläche hinterlässt (siehe Bild).

Um eine geeignete Pechhaut zu gießen, wird zunächst der Spiegel auf eine ebene Unterlage gelegt. Auf den Spiegel legt man einen Bogen Backpapier, der seitlich ca. 10 cm überstehen sollte. Das Pech wird nun vorsichtig in einem alten Topf oder in einer größeren Konservendose erwärmt, bis es etwa die Konsistenz von Honig hat. Bitte nicht in der Küche machen, das Ganze stinkt und gibt Flecken (der Ärger ist auf jeden Fall vorprogrammiert). Offenes Feuer ist unbedingt zu vermeiden, da Pech bei Überschreitung der Zündtemperatur Feuer fängt.
Nun wird das flüssige Pech in konzentrischen Kreisen von außen nach innen auf den mit Backpapier belegtem Spiegel gegossen, bis eine runde Fläche entstanden ist. Sofort wird auf das warme Pech das Schleifwerkzeug mit der konvexen Seite aufgesetzt und leicht gepresst. Das Pech sollte an den Seiten der Schleifschale heraustreten. Nach einer kurzen Erkaltungsphase kann das Backpapier von der Pechhaut abgezogen werden. Auf die glatte Pechhaut muss nun ein Rillenmuster eingeprägt werden. Dazu erwärmt man die Pechhaut mit einem Föhn oder besser noch, in einem heißen Wasserbad und drückt mit einem keilförmigen Stab Rillen im Abstand von 3-4 cm in das weiche Pech.

Im Anschluss daran wird der Spiegel mit dem zuvor mit Wasser angerührten Poliermittel bestrichen und auf die noch warme Pechhaut aufgesetzt. Die Pechhaut nimmt so die genaue Kontur des Spiegels an. Erst wenn die Pechhaut auf der gesamten Spiegelfläche Kontakt hat, kann vorsichtig mit den ersten Polierstrichen begonnen werden. Als vorteilhaft hat sich das Einpressen einer Mikrostruktur bewährt. Dabei wird einfach während des Pressvorgangs ein Stück Gaze oder Fliegengitter aus Nylon zwischen Pechhaut und Spiegel gelegt. Die eingepresste Struktur verkürzt die Polierzeit.
Der Spiegel beginnt zu glänzen
Nach ungefähr 15-20 Minuten polieren mit langsamen 1/3 Strichen Mitte über Mitte wird das erste Mal der Spiegel abgezogen. Nach dem Reinigen und anschließenden Trockenreiben mit fusselfreien Papiertüchern ist normalerweise ein deutlicher Reflex zu erkennen, der im Idealfall über die gesamte Spiegelfläche gleichmäßig verteilt ist. In aller Regel glänzt die Mitte aber mehr als der Randbereich. Mit dem Spiegel kann nun zum ersten Mal die Foucaultsche Schattenprobe durchgeführt werden.
Das Messergebnis entscheidet über die Strichführung, mit der der Spiegel weiter poliert wird. Hier gibt es die unterschiedlichsten Varianten. Das Ziel ist ein vollständig auspolierter Spiegel, der eine möglichst genaue sphärische Gestalt
aufweisen sollte. Im Detail will ich hier nicht auf die einzelnen Korrekturstriche eingehen, dies würde den Rahmen dieses Berichtes sprengen. Ganz ohne einschlägige Literatur zum Thema Spiegelschleifen geht es ohnehin nicht. Im Anhang ist eine Liste mit Infomaterial und Webadressen angegeben.
Ist eine genaue Sphäre vorhanden, und ist der Spiegel vor allem auspoliert, kann mit der Parabolisierung begonnen werden. Ob ein Spiegel auspoliert ist, kann wie folgt getestet werden: Man leuchtet im Randbereich mit einer Taschenlampe von unten gegen den Spiegel und betrachtet mit einem Okular die Spiegeloberfläche. Sind keinerlei Reflexe, die wie kleine Lichtpunkte aufleuchten, vorhanden, so ist der Spiegel auspoliert.
Foucaultsche Schattenprobe
Die genaue Überprüfung der Spiegeloberfläche ist während der Polierarbeit sehr wichtig. Der Spiegel reflektiert die vom Krümmungsradius ausgehenden Lichtstrahlen wieder genau im Strahlenursprung. Führt man nun in diesen Lichtstrahl eine scharfe Schneide hinein, so kann man direkt hinter dieser das geschnittene Strahlenbündel beobachten. Schneidet die Messerschneide das Strahlenbündel vor dem Krümmungsradius, so verdunkelt sich der Spiegel von der Seite, von der sich die Messerschneide hineinbewegt. Befindet sich die Schneide dagegen hinter dem Krümmungsradius, so verdunkelt sich der Spiegel genau von der anderen Seite.
Befindet sich die Schneide direkt im Krümmungsmittelpunkt, kann man die Richtung, aus der das Strahlenbündel verdunkelt wird, nicht mehr mehr erkennen. Genau in diesem Punkt sind alle Höhen und Tiefen der Spiegeloberfläche erkennbar, da diese auch unterschiedliche Krümmungsradien aufweisen. Ein genau sphärischer Spiegel erscheint als vollkommen ebene Fläche. Diese Art der Messung ist äußerst genau. Selbst Fehler von nur 1/100.000 mm lassen sich so feststellen.
- Foucaultsche Schattenprobe mit der Messerschneide einmal
Parabolisierung
- Reflektierte Lichtstrahlen eines Kugelspiegels
Bei der Foucaultschen Schattenprobe steht die Lichtquelle genau im Krümmungsmittelpunkt des Kugelspiegels. Dort hinein wird auch das projezierte Bild zurückgeworfen. Da Sterne aber nicht aus dem Krümmungsmittelpunkt, sondern aus dem Unendlichen strahlen, verkürzt sich der Brennpunkt auf die Hälfte des Krümmungsmittelpunktes des Spiegels. Das im Brennpunkt erzeugte Bild ist nicht mehr scharf, sondern weist einen Bildfehler auf, die sphärische Aberration. Dabei werden achsferne Strahlen in einem anderen Brennpunkt vereinigt, als achsnahe Strahlen. Eine Möglichkeit, diesen Bildfehler zu beheben, stellt die Umwandlung des sphärischen Spiegels in einen Parabolspiegel dar. Gelingt dies, so treffen sich alle aus dem Unendlichen kommenden Strahlen genau im Brennpunkt. Der Parabolspiegel erzeugt somit ein scharfes Bild.
- Reflektierte Lichtstrahlen eines Parabolspiegels
Misst man nun einen Parabolspiegel mit der Foucaultschen Schattenprobe, bündelt er die aus dem Krümmungsradius kommenden Strahlen nicht mehr in einem Punkt. Er verhält sich also wie ein Kugelspiegel, dessen Strahlen aus dem Unendlichen kommen. Diesen Effekt kann man nutzen, um die genaue Form der Parabel über die Schnittweitendifferenzen der unterschiedlichen Krümmungsradien zu ermitteln.
Vor der eigentlichen Parabolisierung muss zunächst berechnet werden, wie die genaue Parabelform aussehen muss. Dazu teilt man den Spiegel in einzelne Zonen ein und ermittelt für jeden Mittelpunkt der Zone den zugehörigen Krümmungsradius. Bei kleineren Spiegeln unter 20 cm Durchmesser reichen zwei Zonen. Eine im Mittelpunkt und eine am Rand. Je größer der Spiegeldurchmesser wird, desto mehr Zonen sollte man zur Messung vorsehen.
Die radial angeordneten Zonen mit gleichen Krümmungsradien verdunkeln sich in der Schattenprobe zur gleichen Zeit. Für jede einzelne Zone kann somit der Krümmungsradius und durch Ausrechnen die Differenzen der Krümmungsradien bestimmt werden.
Beispiel: Mittlerer Krümmungsradius (r) des Spiegels: 3380 mm, Zonenabstand (Zr) von der Mitte des Spiegels aus gemessen:
Zone 1 = 47 mm
Zone 2 = 82 mm
Zone 3 = 106 mm
Zone 4 = 125 mm
Zone 5 = 142 mm
So ergibt sich nach der Formel: |
|

folgende Schnittweitendifferenzen:
Zone 1 : 0,33 mm (S1)
Zone 2 : 0,99 mm (S2)
Zone 3 : 1,66 mm (S3)
Zone 4 : 2,31 mm (S4)
Zone 5 : 2,98 mm (S5)
- Beispiel von Zonenmaske und Schnittweitendifferenzen anhand eines 300mm Spiegles
Der Spiegel muss nun so parabolisiert werden, dass man möglichst nahe mit den gemessenen Werten an die errechneten Werte herankommt. Dabei wird die Pechhaut in einer Art Zick-Zack-Bewegung langsam über den Spiegel geführt, damit sowohl eine Vertiefung der Spiegelmitte als auch eine Vertiefung des Randes eintritt.
Das genaue Parabolisieren ist meiner Meinung nach das Schwierigste am Spiegelschleifen. Es erfordert viel Geduld, eine wirklich genaue Parabelform zu polieren. Besonders bei größeren Spiegeln ist die Toleranz zum errechneten Wert sehr gering. Da große Spiegel eine höhere Auflösung besitzen als kleine Spiegel, haben sie auch kleinere Beugungsscheibchen, in denen sich das gesammelte Licht konzentriert. Kleinere Spiegel sind für den Anfänger deshalb zu empfehlen, da hier viel höhere Herstellungstoleranzen bestehen. Wenn alle Mühe bei der Parabolisierung nicht zum Erfolg führt, sollte der Spiegel wieder in seine ursprüngliche Kugelform zurück poliert werden, um erneut mit der Parabolisierung zu beginnen.
Wenn der Spiegel aber die gewünschte Parabelform aufweist, ist der Herstellungsprozess zu Ende. Bereits ohne Verspiegelung lassen sich Objekte wie Mond und hellere Sterne beobachten, um einen ersten Eindruck von der Leistungsfähigkeit des Spiegels zu bekommen.
Es hat sich als vorteilhaft erwiesen, das Teleskop mit unbelegtem Spiegel zunächst zusammenzubauen, um erste Tests am Stern durchzuführen. Ist der Spiegel einmal bedampft, lassen sich keine Korrekturen mehr an ihm ausführen. Zeigt der Spiegel ein einwandfrei scharfes Bild im Fokus, sowie gleiche Beugungsringe bei starker Vergrößerung Extra- und Intrafokal, so ist der Spiegel gut und kann zum Bedampfen eingeschickt werden.
Analyseprogramme
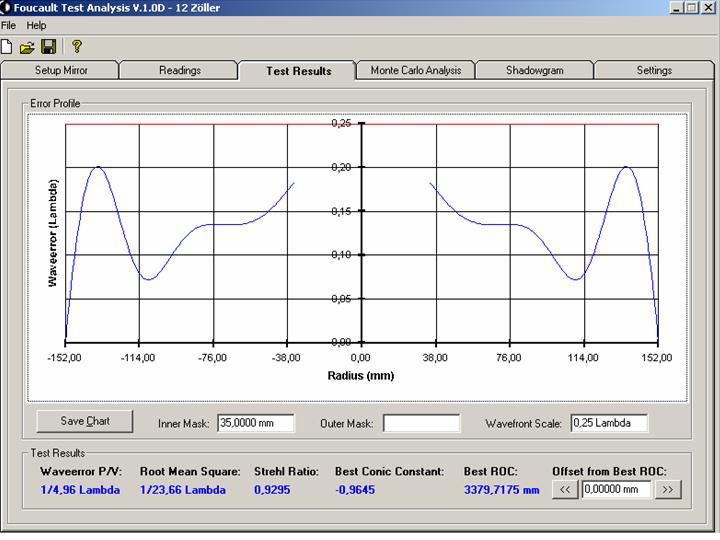
Wer es gerne etwas genauer hat und wissen will, welche Leistungsdaten sein Spiegel aufweist, für den kann die Verwendung von Optik-Analyse-Programmen wie „FigureXP“ oder „Foucault-Test-Analyzer“ hilfreich sein. In diese Freewareprogramme lassen sich die Spiegeldaten und die Lage der Zonen auf der Zonenmaske eingeben. Über die gemessenen Schnittweitendifferenzen berechnet das Programm die Abweichungen von der Idealform, zeigt diese in einer grafischen Darstellung an und erleichtert die Beurteilung der Spiegeloberfläche.
Schlusswort
Ich hoffe, dass ich die Leser mit der Komplexität dieses Artikels nicht überfordert habe. Wenn man sich einmal dazu entschlossen hat, einen Teleskopspiegel selbst herzustellen, muss man sich mit dieser höchst interessanten Materie auseinandersetzen.
In letzter Zeit erlebt die Spiegelschleifszene einen regelrechten Boom. Viele Amateurastronomen, aber auch Amateurastronominnen stellen sich dieser Aufgabe und erfüllen sich einen lange ersehnten Wunsch nach einer handgemachten Optik.
Thomas Winterer
Informationsquellen zum Thema Spiegelschleifen
Martin Trittelvitz: Spiegelfernrohre – selbst gebaut
Hans Rohr: Das Fernrohr für Jedermann (Antiquariat)
Kurt Wenske: Spiegeloptik, SuW-Taschenbuch 7
Internetadressen
Was nun folgt, ist die logische Fortsetzung meines Berichtes, der im vorigen Artikel zu lesen war. Ging es dort um die Herstellung eines Teleskopspiegels, so möchte ich nun mit den nachfolgenden Zeilen den weiteren Entstehungsprozess bis hin zum fertigen Dobson-Teleskop beschreiben. War das Schleifen des Spiegels eine sehr interessante Erfahrung für mich, so werden von mir nun ganz andere handwerkliche Fähigkeiten verlangt.
Zunächst sollte man bemerken, dass beim Bau eines Dobsons kein hochspezifisches Werkzeug benötigt wird. Dies würde auch der Grundidee des Dobsonerfinders John Dobson widersprechen, der seine Teleskope nach dem Motto „Je einfacher, desto besser“ zusammenbaute. Doch gewisse Werkzeuge machen das Leben während der Arbeit sehr erträglich. An dieser Stelle möchte ich meiner Dekupiersäge aus dem Hause Einhell (39,90 EUR im Baumarkt) ganz besonders für die mühevolle Arbeit danken, die sie in stundenlanger Qual hat klaglos über sich ergehen lassen…. ohne ihre Hilfe hätte ich bestimmt mehrmals in die Arbeitsplatte meines Bastelkellers gebissen.

- Treu und zuverlässig, meine Dekupiersäge
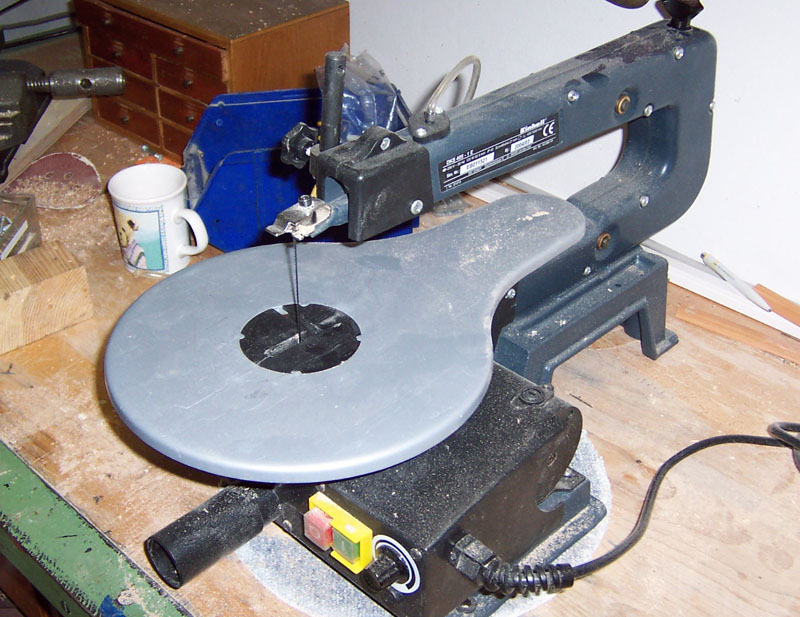
Spaß beiseite, wer wirklich vorhat, so einen Dobson mal selbst in Angriff zu nehmen (auch ohne selbstgeschliffenem Spiegel), dem sei die Anschaffung einer Dekupiersäge (elektrische Laubsäge) ans Herz gelegt. Die zahllosen Sägearbeiten sind mit einer Stichsäge nicht so präzise ausführbar und der Ausschuss hält sich in Grenzen.
Von Anfang an war für mich klar, es muss ein Dobson nach klassischem Vorbild werden. Eine Rockerbox mit drehbarem Unterteil sollte den zwischen zwei Höhenrädern liegenden Gitterrohrtubus halten. Als Informationsquellen für die Konstruktion standen zahlreiche Homepages sowie Berichte in Sky & Telescope und SuW zur Verfügung. Nun konnte es endlich losgehen.
Bau der Rockerbox und der Höhenräder
Zunächst wurde die Basis des Teleskops in Angriff genommen, die so genannte Rockerbox. Sie trägt als drehbares Untergestell den späteren Tubus. Die Drehlagerung des Unterteils wird mit einer Kombination aus Teflonstreifen und Küchenplattenfurnier, das eine raue Oberfläche besitzt, kombiniert. Dieses Paar sorgt für die richtige Leichtgängigkeit bei der zukünftigen Bewegung des Teleskops. Auch erzeugt sie genügend Haftreibung, um das Teleskop in der einmal eingestellten Position zu halten… richtige Tarierung vorausgesetzt. Eine Schlossschraube M10 x 60 dient als Drehpunkt.

- Multiplexplatten aus dem Baumarkt
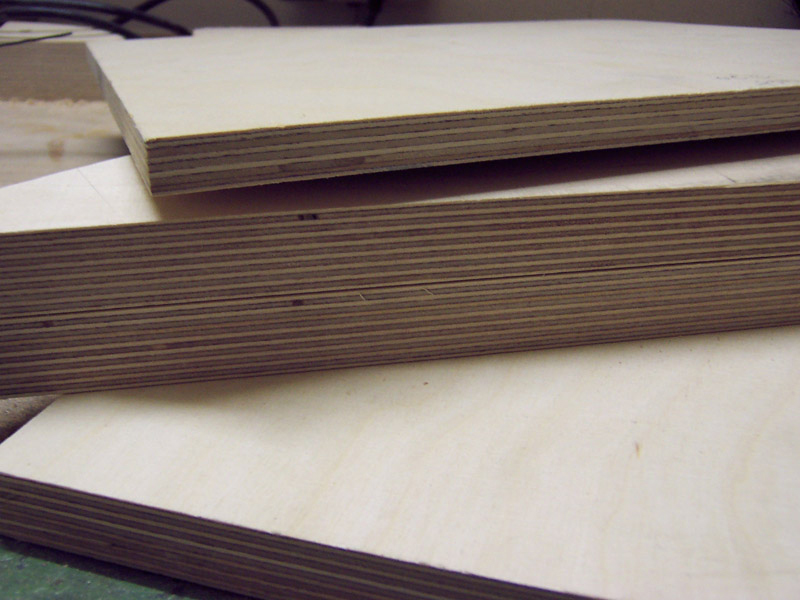
Als Baumaterial wird allgemein Birken-Multiplex-Sperrholz verwendet. Zum einen ist es leicht und preiswert in jedem Baumarkt zu haben und zum anderen recht stabil. Durch eine spätere Lackierung mit klarem Bootslack ist es nicht nur witterungsbeständig, sondern sieht für meinen Geschmack auch gut aus.
Nachdem ich die Größe der Rockerbox festgelegt hatte, ging es zum nächstgelegenen Baumarkt. Schnell war der Bestellzettel ausgefüllt und dem zuständigen Herren im Holzzuschnitt ausgehändigt. Um der Konstruktion die nötige Stabilität zu geben, wählte ich 21 mm dickes Sperrholz, damit die Höhenräder zum Schluss auch die nötige Auflagefläche bekommen.
Gaaanz wichtig! Bevor man zum Bezahlen an die Kasse geht, unbedingt nachmessen! Es gibt nichts ärgerliches, als nach Hause zu kommen und feststellen zu müssen, dass der Gute sich mit den Maßen etwas geirrt hat!! In meinem Fall ging alles glatt und den weiteren Holzarbeiten stand nichts mehr im Wege. Zunächst zeichnete ich mit einem Zirkel die Rundung des Höhenrades an. Der Radius hierfür lag bei 30 cm. Nach dem Aussägen mit der Dekusäge wurden die Rundungen mit Schleifpapier sauber bearbeitet. Damit es schneller ging, benutzte ich dazu einen Bandschleifer, den mir mein Nachbar freundlicherweise zur Verfügung stellte. Um etwas Gewicht zu sparen, versah ich die Höhenräder noch mit kleinen Aussparungen, denn schließlich will ich das Teleskop zukünftig noch selbst tragen können, und dazu muss einfach an den Stellen Material weggenommen werden, wo es eben geht. Wer mich kennt, weiß, dass ich recht stabil gebaut bin, vor allem um die Mitte herum, was aber nicht heißt, dass ich mir um jeden Preis einen Bandscheibenvorfall oder einen Leistenbruch einhandeln möchte.

- Die Rockerbox in Einzelteilen …


- … und zusammengebaut.

Die Radien sollten nun mit etwas Abstand auf die unteren Seitenteile der Rockerbox übertragen werden, und zwar so, dass zwischen Höhenrad und Seitenteil ca. 4 mm für die Teflonstreifen Platz ist. Danach wurde wieder ausgesägt und geschliffen. Dabei sollte die Gleitfläche rechtwinklig zur Seitenwand stehen, um später eine gute Gleitwirkung zu ermöglichen. Nachdem alle Teile feingeschliffen waren, ging es an den Zusammenbau der Rockerbox. Dabei ist wichtig, dass die Seitenteile, die später mit Spaxschrauben verschraubt und verleimt werden, erst einmal vorzubohren sind, um ein Einreißen oder Ausfransen des Holzes zu vermeiden.

- Bodenplatte und Höhenräder, abgerundet mit einer Oberfräse

Als nächster Arbeitsschritt wurde die Grundplatte, auf der später das Teleskop stehen soll, an den Ecken mit der Stichsäge rund gesägt, um das Verletzungsrisiko beim nächtlichen Beobachten auszuschließen. Wer es ganz edel mag, der kann die Kanten noch nachträglich mit einer Oberfräse abrunden, dies sieht nicht nur schöner aus, sondern verhindert auch das nachträgliche Ausfransen.
Konstruktion der Spiegelzelle
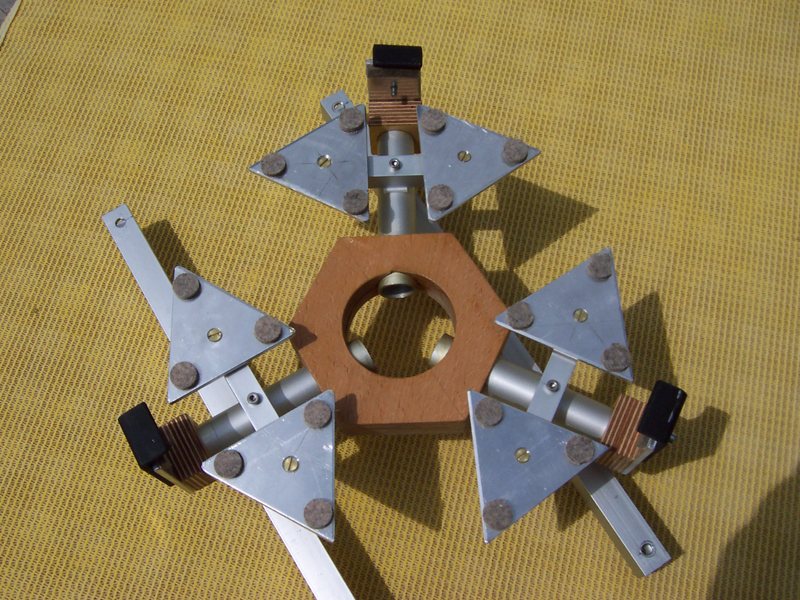
Einer der wichtigsten Punkte beim Bau eines Spiegelteleskops ist die richtige Lagerung des Hauptspiegels. Hier kommt es in erster Linie darauf an, dass der Spiegel verspannungsfrei in jeder Lage des Teleskops gehalten wird. Da mein Spiegel mit einer Dicke von 25 mm zu den eher „dünnen“ zählt, musste ich hier besondere Sorgfalt walten lassen, damit der Spiegel später beim Beobachten auch seine volle Leistungsfähigkeit unter Beweis stellen kann. Natürlich ist es möglich, Spiegelzellen zu kaufen, deren Preise haben sich aber oft gewaschen.
Deshalb kam für mich nur der Selbstbau aus Holz und Aluminiumstangen in Betracht. Ob meine Konstruktion funktioniert oder nicht, bleibt abzuwarten. Falls die Sache nicht funktionieren sollte, muss halt eine gekaufte her. In verschiedenen Büchern wird über den Bau von Spiegelzellen berichtet. Im Vorfeld steht immer die Berechnung der Auflagepunkte. Danach sollte der in diesem Fall verwendete Spiegel eine 18-Punkt-Auflage erhalten. Zum Einsatz kamen 30 mm Buchenmultiplex und 25 mm Alurohre aus dem Baumarkt. Die Buchensperrholzplatte wurde so vorgebohrt und zugesägt, dass im 120°-Winkel die auf Maß geschnittenen Alurohre eingesteckt werden konnten. Um sie wirklich fest zu verbinden, kam Epoxidharz zum Einsatz.

- Spiegelzelle mit Auflagepunkten
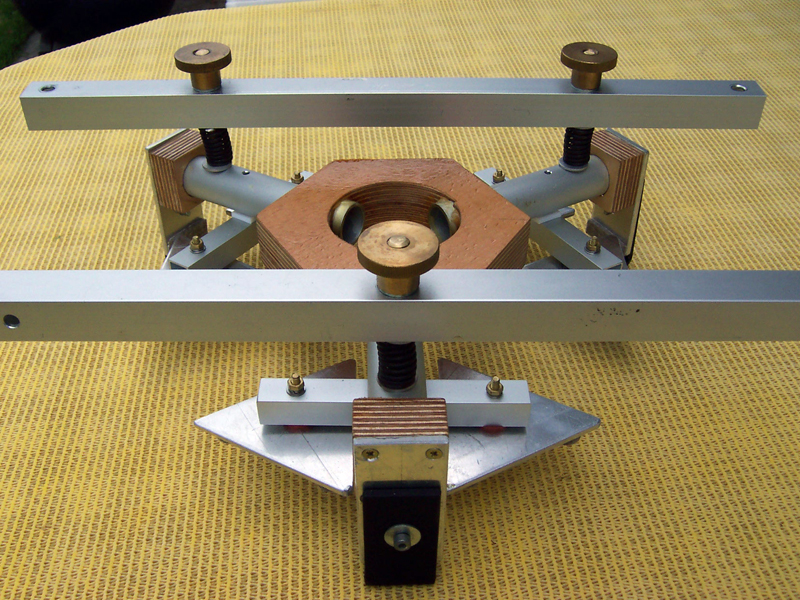
- Spiegelzellenrahmen mit federbelasteten Rändelschrauben

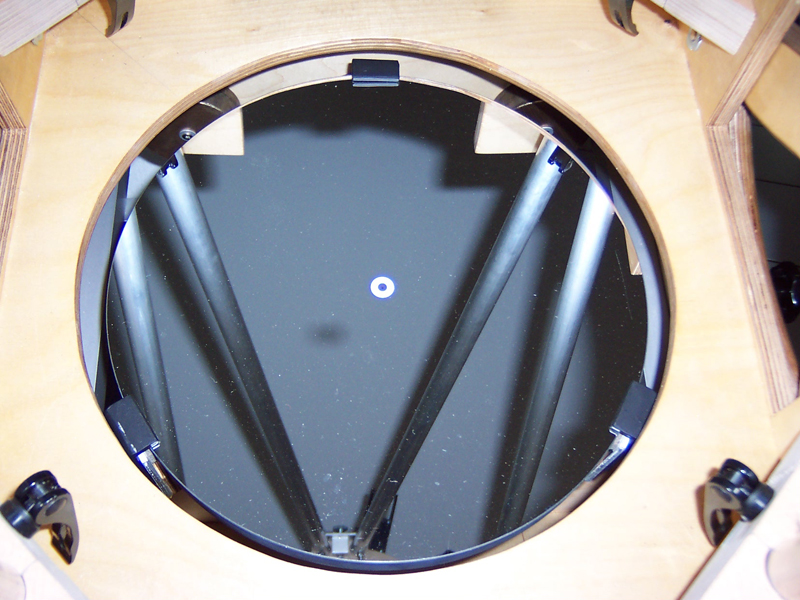
- Unterteil des Gitterrohrtubus mit eingebauter Spiegelzelle und unbedampftem Spiegel

Der Teleleskoptubus
Um Gewicht zu sparen und das Zerlegen des Teleskops in möglichst kleine Einheiten zu ermöglichen, kam hier nur der Gitterrohrtubus in Frage. Dazu ließ ich mir bei einem Augsburger Altmetallhändler 25 mm Alustangen auf Maß sägen. Die Sache war nicht sehr teuer. Wer es etwas schöner haben möchte, kann auch die mit Lack überzogenen Alustangen aus dem Baumarkt verwenden. Die sind aber erheblich teurer und schwerer. Um die Stangen am unteren Tubuskasten befestigen zu können, musste eine geeignete Klemmvorrichtung entworfen werden. Auch hier half wieder das Nachschlagen in alten „Sterne und Weltraum“-Heften. Buchensperrholzstücke wurden zunächst gebohrt und anschließend mit einem Schlitz zum Klemmen versehen. Zum Spannen verwendete ich exzentrische Klemmvorrichtungen aus dem Fahrradzubehör. Damit die Rohre einen Anschlag bekommen, verschraubte ich von unten dünne Aluplatten, die ich mir auf die richtige Größe zuschnitt.

- Oberer Abschluß der Gitterstäbe
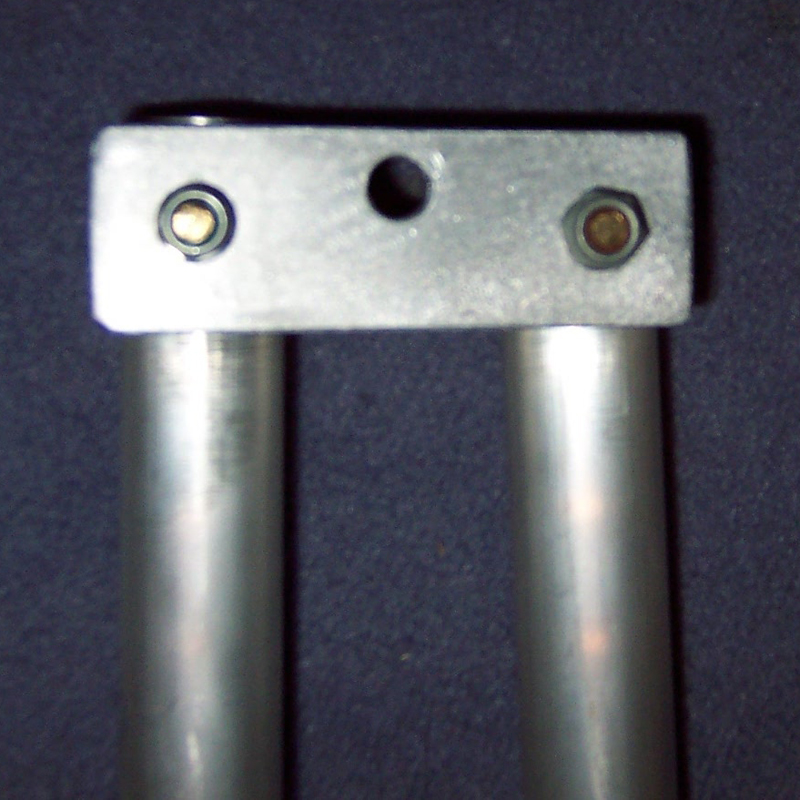

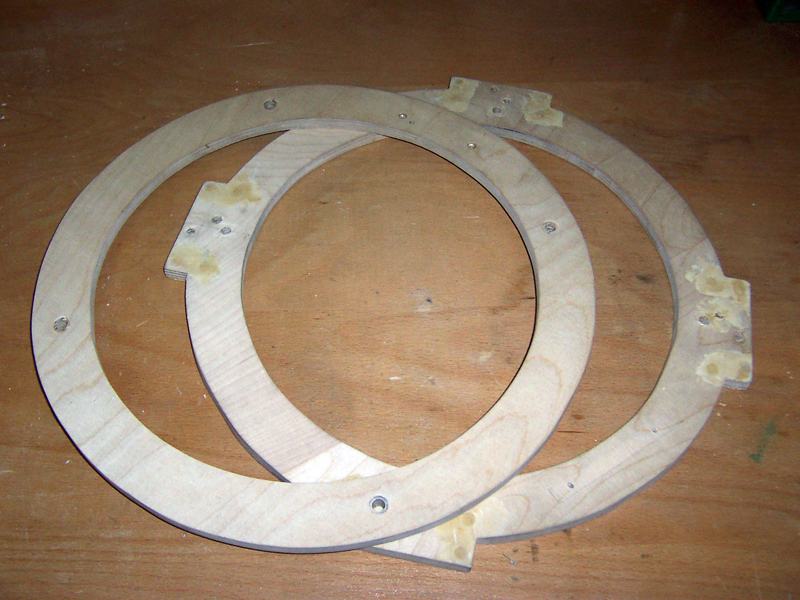
- Sperrholzringe für den Kranz

- Alu-Vierkantstange mit eingeklebtem Gewindeeinsatz
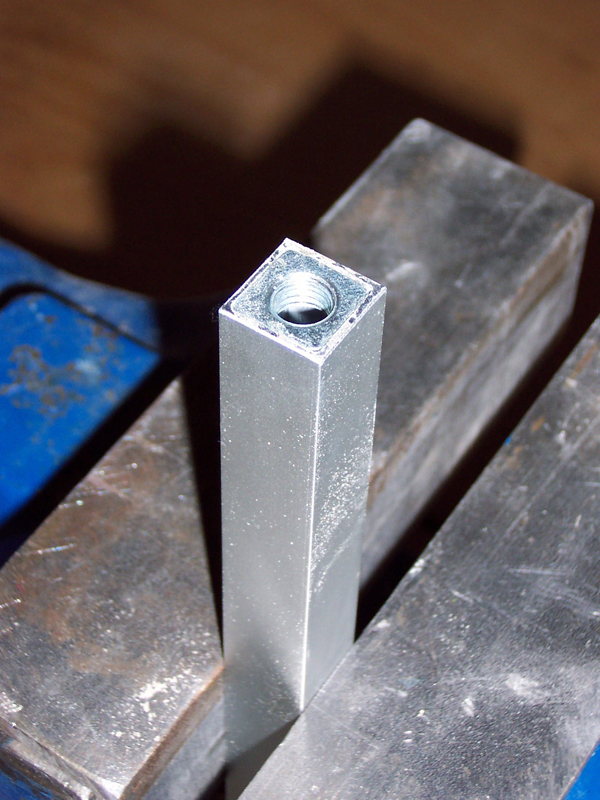
Am oberen Ende des Tubus sollte nun der elliptische Umlenkspiegel und der Okularauszug montiert werden. Dazu mussten zunächst zwei Sperrholzringe zugesägt werden, zwischen die dann die Aluvierkantstangen für die Befestigung der Spinne montiert wurden. In die Enden der gesägten Alustangen habe ich Gewindebolzen eingeklebt und die Löcher für die Spinnenhalterung gebohrt.

- Halterung für die Alustangen am oberen Kranz
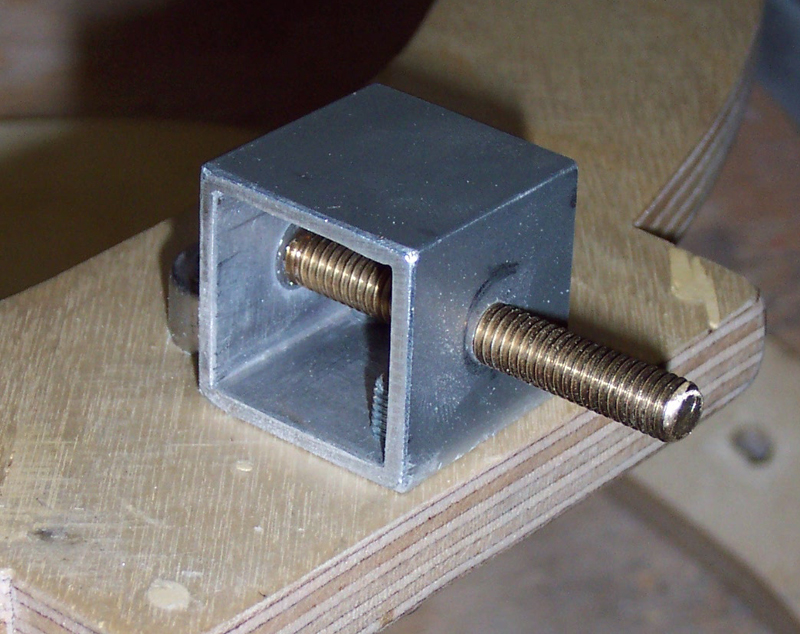

- Spinnenhalterung an der Vierkant-Alustange

- Zusammengebauter Kranz mit Spinne

Die Spinne

- gelötete Spinne, fertig zum Lackieren mit Schultafellack
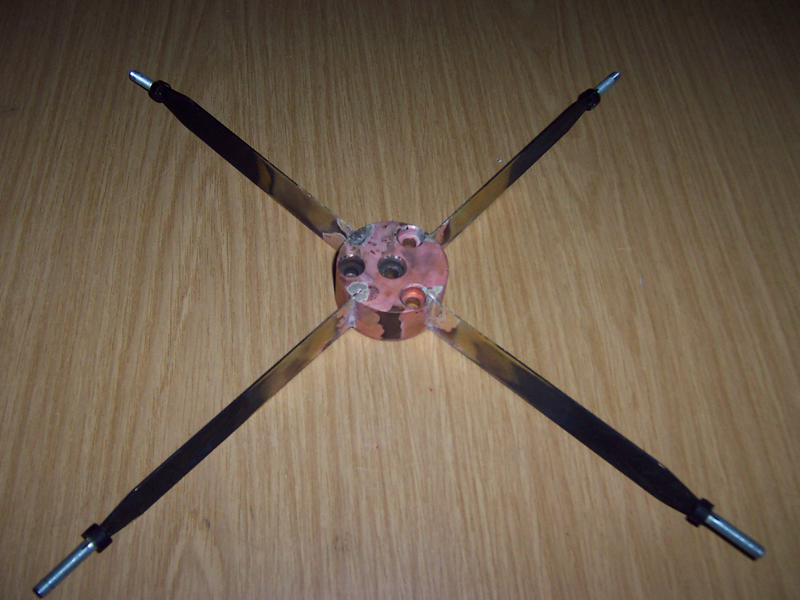
Die Spinne, die später den Umlenkspiegel tragen soll, stellte ich aus einem 50 mm-Bronzedrehteil und vier Messingblechen her. Dazu wurden die Messingbleche erst auf Maß geschnitten und dann am Ende etwas flach gefeilt. Die Bronzewelle habe ich seitlich viermal mit einer Metallsäge 5 mm tief eingesägt und die Bleche an diesen Stellen mit Silberlot und Flamme verlötet. Am anderen Ende der Bleche mussten nun Schrauben zur Befestigung der Spinne angebracht werden. Mit der Metallsäge wurden Innensechskantschrauben geschlitzt, auf die Bleche gesteckt und seitlich mit einem 2 mm-Bohrer durchbohrt. In dem so entstandenen Loch hatte ein Metallsplint zur Sicherung Platz.
Nachdem alle Teile fertig waren, ging es an den Zusammenbau des oberen Kranzes. Irgendwie mussten nun die Alurohre mit dem oberen Kranz verbunden werden. Hierzu gibt es sicherlich elegan tere Möglichkeiten als die, die ich hier gewählt habe. Im 25mm-Aluvierkantmaterial wurden seitlich kurze M6-Gewindestangen eingesetzt. Diese habe ich dann anschließend mit jeweils zwei Schrauben am Holzkranz verschraubt. Jeweils zwei Alustangen wurden am Ende durchbohrt und mit einer Aluplatte miteinander verschraubt. Ein zentrisches Loch in der Platte diente nun als Befestigungspunkt.
Der Zusammenbau beginnt

- Fixierung der Höhenräder vor dem Bohren

Nun war es soweit, alle Einzelteile des Dobsons waren fertig und der Zusammenbau der Komponenten konnte beginnen. Eine sehr wichtige Aufgabe bestand darin, die Höhenräder an beiden Seiten des Tubus auf gleicher Höhe anzubringen. Dazu zeichnete ich mir mit Hilfe einer Pappschablone die Positionen am Tubus genau an. Die späteren Bohrungen für die drei Befestigungsschrauben auf dem Höhenrad wurden angezeichnet und gebohrt. Die Höhenräder fixierte ich nun genau passend am Tubus und bohrte die bereits vorhandenen Löcher nach, so dass sie sich präzise an der gleichen Stelle befanden.

- Die Rockerbox kriegt Füße

Am unteren Drehteller befestigte ich noch drei Holfüße, damit das Teleskop im Gelände auch sicheren Stand behalten würde. In gleicher Position auf der anderen Seite verschraubte ich runde Teflonpads. Als Gleitauflage kam nun zwischen Drehteller und Rockerbox eine runde Ebonystar-Auflage (Küchenplattenfurnier mit besonders grober Struktur), die ich im Fachhandel besorgt hatte. Damit war es möglich, das Teleskop mit wenig Kraftaufwand zu drehen und in Position zu bringen.

- Teflonscheiben


- Gegengewichte

Jetzt sollten alle Einzelteile des Teleskops zusammengesetzt und der Schwerpunkt kontrolliert werden. Dabei stellte sich heraus, dass am hinteren Ende zu wenig Gewicht vorhanden war. Da der Spiegel sehr dünn und leicht ist, mussten also Gegengewichte her. Aus einer Bronzewelle sägte ich sechs 25 mm dicke Scheiben und versah sie mit einem mittigen Loch. Nun verschraubte ich die Gegengewichte am hinteren Ende des Teleskops, bis der Tubus in jeder Stellung ausgewogen war und seine Stellung beibehielt.
Eine Kapuze für den Dobson
Im Allgemeinen ist es immer wichtig, das Teleskop vor Streulicht zu schützen. Gerade bei Gitterrohrkonstruktionen ist der Streulichteinfall besonders hoch. Deshalb besorgte ich mir in einem Stoffgeschäft dehnbaren schwarzen Stoff. Diese Fähigkeit des Stoffes ist wichtig, damit dieser über die Rohre gespannt werden kann und den Strahlengang nicht behindert. Bei dieser Arbeit benötigte ich dringend die Unterstützung meiner Frau. Ich muss zugeben, dass ich etwas ratlos vor dieser Nähmaschine saß. Nach einer kurzen Einweisung klappte es zu zweit dann doch erstaunlich gut. Um den oberen Kranz vor Streulicht zu schützen, sollte ein Millimeter dickes Birkensperrholz zum Einsatz kommen. Dieses Birkensperrholz wird im Modellfachhandel zu wirklich horrenden Preisen verkauft. Da verlangen die tatsächlich für ein Brettchen mit den Maßen 30 mal 50 cm stolze 8 €! Einfach unverschämt. In meiner Not schaute ich im Internet nach und fand gleich drei Anbieter, bei denen ich das gleiche Material zu einem Drittel des Preises angeboten bekam. Innerhalb von zwei Tagen war das Material da.
Einbau des Hauptspiegels
Bei Beginn der Bauarbeiten am Dobson war der selbstgeschliffene 30 cm-Spiegel noch nicht mit einer Aluminiumschicht bedampft. Alle meine selbstgeschliffenen Spiegel habe ich bisher nach Wetzlar zur Firma Ernst Befort geschickt und dabei gute Erfahrungen gemacht. In diesem Fall bekam ich zum Preis von 160 € einen zu 88% verspiegelten und mit einer Quarzschutzschicht versehenen Spiegel wohlbehalten zurück.

- Spiegelmarkierung im Zentrum des Spiegels
Jetzt musste dieser noch eingebaut werden. Dazu wurde die Optik wieder in die Spiegelzelle eingelegt und ohne Verspannung oder Druck mit den drei Klammern lose befestigt. Dabei muss sich der Spiegel in der Fassung leicht drehen lassen. Ein gutes Verfahren, um eine Verspannung der Optik zu vermeiden, liegt in der Methode, zwischen Glas und Klammern ein Stück Papier zu legen. Die Klammern sind so zu befestigen, dass sich das Papier relativ leicht herausziehen lässt. Der Spiegel darf auf keinen Fall eingeklemmt werden, dies hätte zwangläufig eine drastische Verschlechterung der Abbildungsleistung zur folge. Um die optischen Komponenten besser justieren zu können, wird der Hauptspiegel mittig mit einer Markierung versehen. Dabei wird mit einem dünnen Eddingstift genau in Zentrum des Spiegels ein kleiner Punkt angezeichnet. Damit die Stelle beim Justieren besser zu erkennen ist, klebe ich einen einfachen Lochverstärker auf. Diese werden eigentlich zum Verkleben von ausgerissen Ringbuchseiten verwendet. Die Markierung in der Mitte des Spiegels hat keinerlei optische Nachteile, da diese Stelle ohnehin vom Umlenkspiegel abgeschattet wird. Jetzt mussten nur noch die optischen Komponenten aufeinander justiert werden. Dazu kam in den Okularauszug ein Justierokular, durch das die Lage des Umlenk- und des Hauptspiegels kontrolliert werden konnte.
So, nun ist das gute Stück fertig und wartet darauf, am Stern getestet zu werden. Mir hat dieses Projekt sehr viel Spaß gemacht und es wird sicherlich nicht das letzte Fernrohr sein, das in meinem Keller gebaut wird….

- Im Team lässt sich’s besser arbeiten …

An dieser Stelle ein wirklich dickes „Dankeschön“ an meine Frau, die mich bei meinen doch etwas verrückten Vorhaben immer unterstützt hat und dies hoffentlich auch bei den zukünftigen Projekten weiterhin tun wird. Ohne die Akzeptanz einer toleranten Familie wären diese Dinge sicherlich nicht möglich.
Thomas Winterer